Hardcoat Anodizing: Facts and Misconceptions
Maura Stafford
You might notice while flipping through this catalog, or examining the wide array of our Transmission Specialty parts at a trade show booth, that Sonnax offers a large number of hardcoat anodized aluminum parts. We are often asked why we have chosen anodized aluminum, and what advantages it may offer over alternative materials such as steel. While speaking with various folks in the industry, we have also heard some common misconceptions about the properties of anodized aluminum and its associated problems.
Aluminum is more prevalent in newer vehicles, predominately due to the OEM’s effort to reduce ground vehicle weight, thereby reducing fuel consumption and emissions. Studies have shown that a 10% weight reduction can result in a 6-8% increase in gas mileage. Consumers also want many more extras in their vehicles (CD changers, air conditioning, satellite navigators, video players, etc.), which all add weight. While today’s cars on average actually weigh more than those of past generations, increased aluminum usage has at least kept the weight from skyrocketing. In fact, 40 years ago the average vehicle had 50 pounds of aluminum, while today the average is 250 pounds. That additional 200 pounds of aluminum would have required about 600 pounds of steel. The electronically controlled transmissions of today, versus hydraulically controlled older units, take advantage of lighter weight aluminum valves to be pulsed or stroked more quickly than steel valves. Today’s consumers are also demanding improved vehicle safety, and aluminum provides a higher strength to weight ratio than steel, and can be designed to absorb the same amount of energy at little more than half the weight.
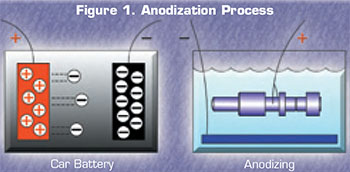
While aluminum has many beneficial characteristics, parts can be further enhanced by anodization, which does not affect the base mechanical properties, such as ultimate strength, yield strength and elongation. Anodization is an electrochemical conversion process that converts the aluminum surface to aluminum oxide, which is a tougher and more dense material that is structurally bonded to the base aluminum. Essentially, this process can be compared to current flow in a car battery (Figure 1). A car battery has a positive and negative terminal with pairs of plates immersed in an electrolyte of battery acid. When a conductor is placed across the battery terminals, an electrical current flows and moves the electrons. In the anodization process, the aluminum part (positive terminal or anode) is submerged in a tank of sulfuric acid (electrolyte) with a metal plate (negative terminal or cathode). When amperage is supplied to the system, the reaction occurs and the aluminum oxide is ‘grown’ from the outside surface of the part inwards.
There are generally three types of anodization. Types I and II, also referred to as ‘softcoat’ anodizing, are used primarily for surface corrosion protection, paint adhesion, and fatigue resistance. The aluminum oxide thickness is generally .001" or less. The aluminum oxide is not a coating, but is actually integrated with the aluminum part. In Types I and II, about 2/3 of the oxide thickness penetrates the base metal and 1/3 of it builds up on the surface. Type III is commonly referred to as ‘hardcoat’ anodizing, and is intended to provide wear and abrasion resistance with improved corrosion protection and increased surface hardness. The aluminum oxide thickness is typically .0005"-.0045", and is sapphire hard (HRC 60-70). The aluminum oxide thickness penetrates and builds up on the surface in equal amounts. While the OEM’s use both softcoat and hardcoat anodization, Sonnax exclusively hardcoat anodizes aluminum valves to take advantage of the host of beneficial characteristics.
Hardcoat anodizing is 10 times more wear resistant then conventional anodizing, and 2 times more so than hardened steel. This makes it an excellent choice for hydraulic valves, which are prone to wear due to their continuous oscillation.
Hardness
Hardcoated aluminum is the 2nd hardest substance known to man, 2nd only to the diamond. The increased hardness provides abrasion resistance, which prevents valves from being scratched during handling and virtually all operating conditions. A simple method for determining whether a part has been hardcoat anodized or merely painted or Type I or II anodized, is to attempt scratching the part’s surface with hardness testing files (Figure 2).
 |
Corrosion Resistance
Aluminum oxide protects the base aluminum, even from such caustic chemicals as hot brake fluid. Anodized valves can be cleaned in mild soap and water, and require no special rust prohibitive packages or coatings.
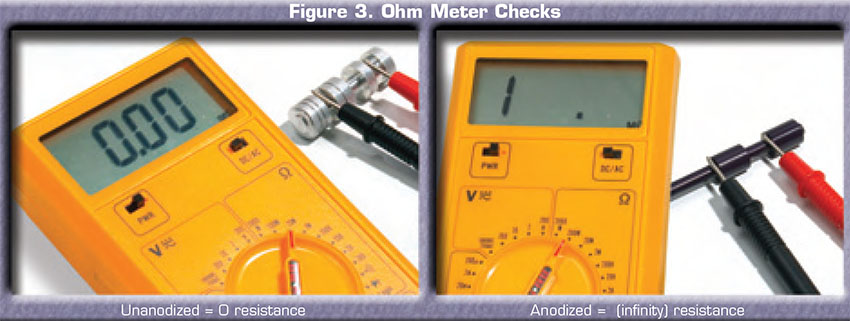
While aluminum is conductive, the anodized hardcoat acts as an insulator and is non-conductive to electricity up to 2000 volts. It has an insulating quality in the same range of magnitude as glass or porcelain. This can be illustrated by checking both an anodized and unanodized aluminum part with an ohm meter (Figure 3). Thus, if the transmission should experience an electrical spike, the hardcoat anodized valves will not peel, flake, or be affected. It should be noted that during the anodization process, the parts are held on racks. This will typically leave 2 small, unanodized spots on the part. These rack marks are limited to non-critical areas of the part – such as valve stems.
 |
Lubricity
Hardcoated surfaces have a high degree of lubricity or slipperiness, which gives them a low coefficient of friction. This gives valves ease of movement during stroking, even if ATF lubrication is low.
Hard-coated aluminum has a melting point of 1221°F. Because the hardcoat anodizing acid bath is maintained at a cool temperature, there is no risk of thermal or physical distortion of the parts while being processed. This helps maintain the size and roundness of the critical valve spool diameters.
Because the aluminum hardcoat is integrated with the base aluminum, it will not peel off, and should have an extremely long service life.
While hardcoat anodizing is an effective and beneficial process for many parts, it is not necessarily always the best material to use. Sonnax engineers select the proper materials based on the individual function of the valve or part in its particular application.
Maura Stafford is a Sonnax project engineer and a member of the Sonnax TASC Force® (Technical Automotive Specialties Committee), a group of recognized industry technical specialists, transmission rebuilders and Sonnax Industries, Inc. technicians.
While Sonnax makes every effort to ensure the accuracy of technical articles at time of publication, we assume no liability for inaccuracies or for information which may become outdated or obsolete over time.