What is Metal Fatigue and How Can it be Prevented?
Kevin Tower
This football season is characterized by a preponderance of broken down and injured quarterbacks. Numerous quarterbacks have been removed from games after repeated "sacks" from the on-rushing defense. A frequent observation from viewers is "How long can this quarterback last under the strain of these repeated sacks and knockdowns?"
In a certain way, metal behaves just like those quarterbacks. Metal fatigue can be described as the progressive structural damage that occurs when it is subjected to repeated stress loading. The repeated sacks and knockdowns of a quarterback in our football analogy correlate to the repeated stress load cycles which occur on an automotive transmission gear, shaft, spring or related transmission component. Failure sites in a quarterback include knees, shoulders, head and ribs among others. So too, with transmission components, the failure sites are varied and include gear teeth radii, gear teeth flanks, shaft radii, shaft shoulders and extension spring hooks, among many other locations.
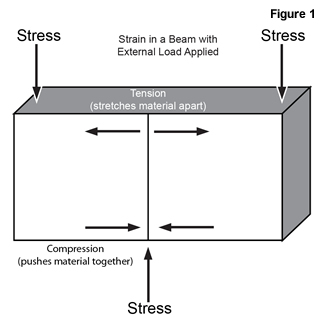
Let's take a closer look at metal fatigue and consider how it actually occurs. If you think of a metal bar and flex it, you apply stress to the top and bottom of that bar.
 |
 |
The stress applied results in strain on the top of the bar; this is defined as tension and acts to stretch the material apart. The resulting strain on the bottom of the bar is defined as compression and acts to push the material together (Figure 1).
After many, typically millions of load cycles, fatigue cracks can start where the metal is being stretched in tension. This can occur as a result of repeated cycles even though the individual stress loads are well below the stress level at which the component would crack with just one cycle. It is important to note that fatigue cracks can never start where the metal is only being pushed together in compression (Figure 2).
In normal operation, many components in an automatic transmission experience significant numbers of repeated stress applications. Consider a shaft in torsion, a spring in compression, or a pin in shear. These frequent applications of force can often reach tens of millions of cycles in a relatively short time. Forces anticipated in normal operation combined with the high number of load cycles easily make fatigue failure a very real possibility. The trick, then, is to find a way to pre-load metal with a compressive strain, one that must be overcome by the strain of tension before any fatigue crack can start.
What is Shot Peening?
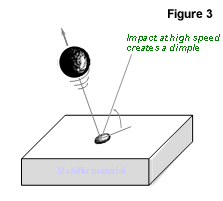
Shot peening involves the bombardment of a metal part by millions of tiny (typically .007 inch to .023 inch diameter) steel spheres, each of which slightly indents the surface upon impact (Figure 3). Sometimes, the peening media may be glass, conditioned cut wire or even ceramic beads. Under each indentation, a hemisphere is formed that tries to push the indentation back out to its original shape (Figure 4). This is called cold working the surface. The resulting condition is a surface in compression, one that resists initial crack formation. The amount of compressive strain developed is quite high, typically up to 60% of the ultimate tensile strength of the metal. This very high magnitude of compressive strain must be overcome by the applied load before a fatigue crack can start at the surface, thereby greatly enhancing the component's ability to withstand high stress loading.
There are many issues which must be addressed to achieve a properly shot peened surface. Among them is shot size, shot impinging angle and velocity, and the duration of exposure. When all of these are correct, the resultant increase in fatigue life, or the ability to withstand repeated stress cycles, is considerably improved.
 |
 |
One common misunderstanding is that one can "shot peen" a surface using a sand blaster. A sand blaster typically uses abrasive media to clean debris or rust off of a surface. Frequently, it creates a surface that is full of tiny cracks. One key to the effectiveness of shot peening is the media. Peening shot is round balls only. Think of the round end of a ball peen hammer, repeatedly dimpling the surface. During a high quality shot peening process, broken pieces are actually screened and removed to avoid their detrimental effect.
Many common manufacturing processes used to make metal parts can dramatically lower the fatigue strength of the part because they leave the surface in tension; a fact that is often not considered in the design process. Engineers tend to assume that if a part is dimensionally correct, and the material is to specification, all is as it should be.
Grinding, machining and welding can all leave the surface of the part in tension, a seedbed for metal fatigue cracks. Hardening and plating can leave a hard, brittle surface, and can damage or weaken surface grain boundaries.
In studies of stress vs. number of cycles to metal failure, data generated for different types of grinding operations, from "coarse grinding" to "fine grinding" to "coarse grinding with shot peening" indicate dramatic changes in fatigue strength.
| Process | Fatigue Strength |
| Coarse Grinding | 45,000psi |
| Fine Grinding | 60,000psi |
| Coarse Grinding with shot peening | 80,000psi |
Going back to our football analogy, some quarterbacks have the ability to withstand repeated "hits" while others limp to the sideline after one or two tough plays and are out for several weeks. What is the difference? We would have to say it is the overall makeup of the man, both mental and physical.
Similarly, with metals, some are better suited to withstand repeated tensile loads. Generally, metals with a higher tensile strength are able to withstand repeated cyclic type loads than those with a lower tensile strength. Most importantly, those metals which have been properly manufactured, using beneficial processes such as shot peening, have been demonstrated to provide superior cycle life results.
Kevin Tower, with over 25 years experience in the shot peening industry, is the Manger of Technical Service for the Windsor, Wakefield & Miami divisions of Metal Improvement Company, LLC, a Curtiss-Wright Corporation business segment.
Bill DeRoche is Sonnax Vice President of Engineering and a member of the Sonnax TASC Force® (Technical Automotive Specialties Committee), a group of recognized industry technical specialists, transmission rebuilders and Sonnax Industries Inc. technicians.
While Sonnax makes every effort to ensure the accuracy of technical articles at time of publication, we assume no liability for inaccuracies or for information which may become outdated or obsolete over time.