August 28, 2017
Sonnax Answers Your Biggest Questions About Woven Carbon Friction Rings
A milestone event for the automatic transmission aftermarket occurred in late 2015 when Sonnax became the first company to offer authentic, OE woven carbon friction material to torque converter rebuilders. Ever since GM introduced their EC3 converter clutch strategy in the 1990s, the aftermarket had struggled to find a material that would both slip in a controlled manner and provide good drivability and long life. Without access to the OE material, the options were limited. Rebuilders had to reuse qualified core components or switch to an alternate aftermarket material they hoped might be good enough to meet the demands of a continuous-slip application. As they quickly discovered (often the hard way), some friction materials were better than others at meeting the demands of these slipping applications, but nothing beat the performance and reliability of woven carbon. It’s so good at what it does that today it’s used in a variety of GM and Ford applications — yes, Ford! Units Ford co-developed with GM, such as the 6F35 and the 6F50, also rely on woven carbon for use of TCC friction material.
When Sonnax released woven carbon to the torque converter aftermarket, the response from our customers was immediate: you loved it! The material is durable, helps eliminate slip codes, bonds easily and is surprisingly affordable. For the applications that originally used it, Sonnax woven carbon gives both torque converter and transmission rebuilders a high level of confidence for long life and great drivability.
It’s great you can confidently tell your customers that you have the EXACT OE material, but there’s a good chance some basic questions remain, particularly these two: “Can I get a solid ring instead of a segmented ring?” and “I have units where I need to turn down the cover or the piston. Can I get your OE woven material, except thicker?” To fully understand the issues and the answers, let’s do a little analysis. First, let’s tackle the segmented ring request. Then we can look at the variables associated with designing and manufacturing a thicker material.
Q: Can I get a solid ring instead of a segmented ring?
A: No…but you really wouldn’t want one.
In all OE applications, the woven carbon friction rings are built from five separate segments. There are two fundamental reasons why making a full ring is not feasible for the aftermarket: performance and cost.
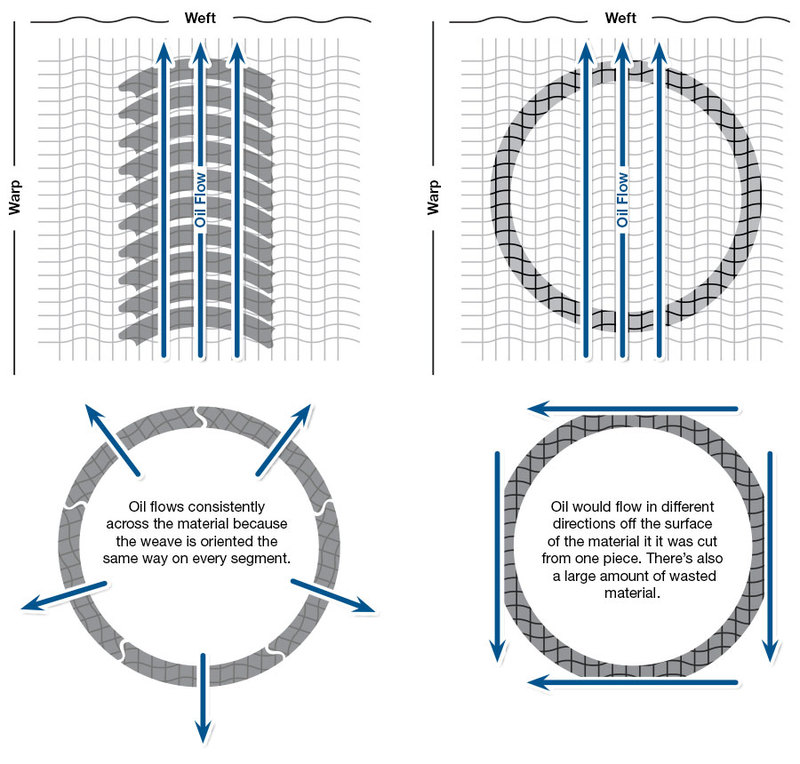
The higher cost aspect of a full ring is pretty obvious: If you cut solid rings from a piece of fabric, the center of the ring would be wasted material. Everyone understands that wasted material equates to higher costs. What’s not so easy to grasp is why a woven carbon solid (or full) ring would perform differently than a segmented ring. To better understand the concept, you have to remember that this material is woven fabric, not a wet-laid paper like traditional friction materials.
Looking at the structure of woven carbon, the fibers that are woven together are done so on a grid. In layman’s terms, some fibers are vertical and some are horizontal. These fibers are intertwined in a custom pattern to create the specified material.
In the world of textiles, the vertical fibers are referred to as the “warp” and the horizontal fibers as the “weft.” In the design of this carbon fabric, the warp and weft are different. The specific pattern of warp and weft impacts flow across the face of the friction ring and is a factor in the rate of slippage that the material provides. Therefore the flow (and slip rate) along the warp axis is different than the flow along the weft axis. If a full friction ring was made from this fabric, the warp and weft pattern across the face of the ring wouldn’t match, causing distinctly variable flow and slip rates. That inconsistency would lead to performance and durability problems, the exact OPPOSITE of what you want to build into a converter.
Q: I have units where I need to turn down the cover or the piston. Can I get your OE woven material, except thicker?
A: No… but you really wouldn’t want it thicker.
OE woven carbon material is very thin to begin with; after bonding and full compression, it only has a thickness of .020". Customers often ask for woven carbon in thicknesses ranging from .030" to .045", though, because after they lathe turn covers and pistons, the .020" material doesn’t get them the required overall height or clutch release clearance. We again have to go back to the source of woven carbon — the OEM — to understand why a thicker material is not available.
When GM engineered this material, it was created to survive in an environment of continuous slippage. To get the material to live up to the task, GM performed countless tests and invested millions of dollars to develop a friction product that would slip at the desired rate, take the added heat, drive well and be very durable. Once the specifications for the material were set, dedicated production looms were built to weave large quantities of this proprietary material. Fast forward to today and those dedicated production looms are still cranking out rolls of fabric for use in GM and Ford converters. The woven carbon friction rings offered by Sonnax are made from the same OE fabric that comes off those same looms.
Changing how woven carbon is produced is a tall order. For one thing, creating a thicker material would necessitate an extensive R&D effort. Sure, a thicker fabric could be woven from thicker fibers used in the warp and weft, but what would that do to slip rates, flow characteristics, durability or drivability? Without a new R&D effort to support a thicker material, there would be no certainty as to the performance and life span of the product. The other big factor is that, when compared with large OE volumes, the aftermarket uses a miniscule amount of woven carbon. Setting up looms to weave a thicker material would require large capital expenditures that would need a calculated pay back. The hypothetical price of a .040" aftermarket-only woven carbon friction ring would need to be astronomically high for developing a thicker material to make any economic sense.
Q: OK, I DON’T want a thicker ring, but I still need to repair converters that originally came with woven carbon friction material. What do I do?
A. You call Sonnax!
Core components are often damaged, and either the front cover or the clutch piston (or both) need to be lathe turned. The non-captive clutch, 300mm version of the 6L80/90 is a classic example. As rebuilders know, there is a limit as to how much material can be removed before compromising the integrity of the cover and piston, and quite often these 6L80/90s are damaged to the point where they can’t be salvaged. In these cases, shops can rebuild these units (and use woven carbon!) by replacing the OE stamped cover and piston with new, stronger parts from Sonnax — ask your sales rep about the GM-CC-13 cover and the new GM-DA-17P piston. Incorporating these heavy-duty, forged components into your build make for a great upgrade that does not take any more time to assemble than a stock unit.
In applications where new covers or pistons are not available and your inventory of core components requires salvaging covers and pistons, BorgWarner HTE and HTS friction material from Sonnax is a great alternative. While it’s a paper-based friction ring instead of woven carbon, it’s proven that it can survive in continuous slip applications. If you need to make up for the material lost from the turning and facing of core components, the BorgWarner HTE and HTS materials come in thicknesses of .045” and .066”.
The bottom line: Woven carbon friction rings from Sonnax are designed to deliver the absolute best in both value and performance. Whether you want the OE friction material for your GM and Ford continuous slip applications or need a material that will allow you to make up for steel faced from component parts in your core salvage operations, Sonnax has you covered!
Steve Jaussaud is the vice president of product line management and a member of the Sonnax TASC Force (Technical Automotive Specialties Committee), a group of recognized industry technical specialists, transmission rebuilders and Sonnax Industries, Inc. technicians.
Learn More
Related Parts


While Sonnax makes every effort to ensure the accuracy of technical articles at time of publication, we assume no liability for inaccuracies or for information which may become outdated or obsolete over time.